
针对L印刷机械厂生产线.论述了应用价值流图技术进行生产现场系统改善的过程。首先根据该厂生产线现状和价值流图的符号,以可视化的方式描述生产线的现状。区分了生产中增值和非增值的环节。最后对生产线按连续流等精益原则改造。绘制出了未来状态图,帮助管理者拟定未来的改善方案。
中国加入WTO后,将我国的企业推入到与世界级企业同台竞争的大舞台,企业如何应对这种挑战呢?运用精益思想是中国企业目前最佳的选择,因为它追求的是人的观念的更新,过程的不断完善,企业潜能的充分发挥。而价值流图技术是实施精益生产的一个可视化的系统分析工具,可以指导人们科学地发现问题。系统化地改善问题。本文以L印刷机械厂生产线为例,应用价值流图技术找出了该厂生产线中所存在的设施布置、搬运、等待、设备不足等制约产能的瓶颈问题,结合工业工程的方法改善问题,解决了企业所面临的困境,证明了精益思想和价值流图的作用,值得其它企业推广使用。
1 价值流图
价值流图技术脱胎于精益生产,这种工具关注产品的整个生产流程,也就是产品在整个工厂内的流动过程,运用标准化的图形来描述整个生产流。价值流图的分析通常能够帮助管理人员发现价值流中出现的各种浪费,包括库存、不合理的搬运及运输等。同时通过对价值流图的分析。管理人员能够根据企业的实际情况建立未来的目标价值流图。通过对当前生产体系的变革。来实现目标价值流图中绘制的远景。可使整个生产体系的浪费得到不断地消除,生产体系中的物料流和信息流更加顺畅,生产效率更高,能源、人工、原材料等的投入更少,资金的周转速度更快,从而使企业进入一个更加良性循环的运作环境当中。
2 L企业供应链流程图及现状分析
L印刷机械厂是一家生产印刷包装设备的中外合资公司。该公司采用的是单件价值较高的小批量生产方式及“两头在内,中间在外”的运作模式——自主研发,主要零部件自行生产、自行组装;非主要零部件的生产实行外包。由于产品品种较多,L公司的生产模式为推式生产。由销售部根据订单及销售预测来制定生产计划,这种生产方式带来大量的库存以及较长的生产交货期(Lead Time)。L公司的生产装配顺利与否很大程度上取决于零部件供应商与外协单位能否及时提供相应零件。如果供应链各环节无法协调一致,那么L公司在装配时就会遇到生产延迟甚至停滞的问题。产品线复杂,供应链管理困难,供应链反应速度较慢等等是当前公司面临的首要问题。其次是周转资金紧张。企业在快速发展的过程中,采购原材料的资金逐步增加.而对产成品资金回收迟缓,导致工厂现金流减少,资金吃紧,特别是由于在制品库存量大,资金积压现象比较严重。因此,进行生产管理流程的内部优化是一项急需进行的工作。
L公司的车间生产线流程可用图1网状供应链流程来表示。
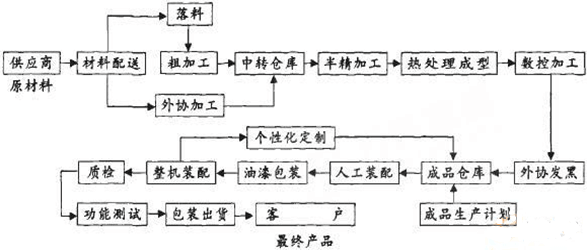
图1 网状供应链流程图
3 绘制现状价值流图
3.1 现状价值流图绘制步骤
根据图1生产流程,按以下步骤绘制L公司内部的价值流图。
(1)从物流的终点开始绘制。绘制价值流图首先应该针对某个产品流,从产品流的最末端——客户开始绘制。从客户处开始向上游工序逐步实现,至供应商为止。在实际生产过程中,L公司内部的生产流程归为五大功能块:粗加工、数控加工、热处理成型、人工装配和功能测试工序。每个功能块内部组成独立的生产线,其中功能测试工序是直接与客户相联系的工序,产品在最终的功能测试完成之后,就进行包装并根据发运计划发送给客户。
(2)分析研究整个物料流中的信息流传递的方式。整个价值流中的信息流表示的是产品需求量信息的传递方式。L公司所有的生产工序都通过计划科来制定工序内部的生产排程。而该公司的采购、生产、装配、提货等主要生产相关活动的信息沟通与信息反馈存在一定程度的缺失,由于每个工序的生产都必须根据工作令来安排,各个工序的生产并不同步。需要用缓冲库存来连接。同时,整个公司的生产需求又是通过生产订单向公司的计划部门下达的。订单每个月下达一次,然后计划科根据该月的生产订单制定生产计划,下达到每个工序。
(3)研究每个功能块的详细情况。对于某种产品,用CTi(Cycle Time)表示它通过某一道工序的标准工时,而C/T表示这个功能块中零件所需要的总加工工时。零件在某一个工位上加工时。不仅仅要考虑其标准工时,还要考虑其人工工时WCTi(Worker Cycle Time)与机器工时MCTi(Machine
Cycle Time)。如WCTl,MCTl分别表示第一道工序的人工工时和机器工时。对于一些工序来说。生产完毕一批产品之后,如果要切换成生产另外一种产品,必须进行换模的工作。因此还需要记录工序的换模时间C/O(Changeover)、废品率RW%(Rework)等信息。
如人工装配功能块分为四道工序:
压接工序:工人先将待加工工件装上夹具,并夹紧、固定,然后启动机器,机器自动进行加工,加工结束后零件自动弹出,掉入储物篮中,WCTI=10s,MCTI=30s。
割板工序:工人先将待加工工件装上夹具并固定。然后启动机器,机器运行结束后不能自动弹出零件,必须由工人来松开夹具,取下零件。因此,WCT2分为两部分,装夹零件耗时10s,卸下零件耗时lOs,WCE刍-20s,MCT2=10s。
主轴装配工序:安装夹具和组装零件20s,卸下夹具5s,WCT3=25s,MCT3=105s。
面板装配工序:该工序为完全人工操作,故WCT4=100s,MCT4=O。
由此可知四道工序的总加工工时CT=300s,由于供货商不能及时提供零件,使得产品在每道工序之前都必须在缓冲库存区中等待数小时,造成产品交货期长达一周。
3.2 现状价值流图分析
现状价值流图(图2)如实地记载了L公司物料流和信息流的传递过程、物料流增值过程与非增值过程之间的比例、物料流非增值过程。图中三角形表示库存,例如在数控加工过程的前面有3天的原材料库存。图的上部描述信息流,生产计划部门根据预测订单和每日送货要求制定每周生产计划下达到每一个过程。按月预测量通知供应商厂进行原材料生产,由传真组织发货。从现状价值流图可以看出,工厂当前实行的生产方式是一种按预测进行的“推动”式的单件生产。这种“推动”式的方式存在显而易见的浪费是:为保证不中断对顾客的供应,过程之间不得不保持较大数量的库存;其它的浪费还有人员负荷不满、设备完好率低、换模时间长、过多的搬运、缺陷率高等。图2中最下面的数字表示,物料由进入工厂到变成产品的生产周期长达2个月,而实际用在增值加工的时间仅5小时。基于这样的现状价值流图可以非常容易地对生产体系的现状进行分析,找出有利于物料流增值的最佳方式,然后对生产体系进行纸上的改进,从而形成目标价值流图。
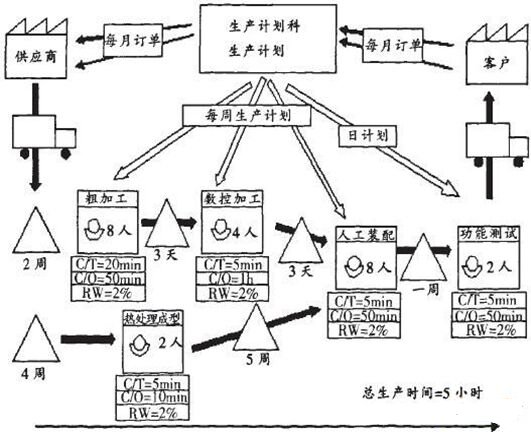
图2 L公司功能模块的现状价值流图