
生产均衡化是实现“适时、适量、适物”生产的前提条件。所谓生产均衡化,是指总装配线在向前工序领取零部件时,应均衡的使用各种零部件,混合生产各种产品。为此在制定生产计划时就必须加以考虑,然后将其体现于产品投产顺序计划之中。
在生产制造阶段,生产均衡化主要通过专用设备通用化和制定标准作业来实现。其中,专业设备通用化是指通过在专用设备上增加一些工具等方法,使之能够加工多种不同的产品;标准作业是指将作业节拍内一个作业人员所应担当的一系列作业内容标准化。
为什么要实现生产均衡化
随着市场形势的变化,越来越多的企业遇到这样的难题:消费者的口味由原来的单一向多元的方向发展,引起市场需求的不断变化,企业所能接到的订单,品种要求越来越多,但生产数量却越来越小,交货期越来越短,如图所示。因此,市场发展的特点决定了企业只有通过实现精益生产的均匀化才能够解决上述问题。生产均衡化的目的就是尽量地让生产与市场需求一致。
实际上,完全按照市场的需求来组织生产,说起来容易但做起来很困难。如果没有生产的柔性化和均衡化,是很难适应市场的变化的。
生产均衡化的好处
生产均衡化能够为企业带来诸多的好处,例如:由于不断的岗位轮换,能够为企业培养出更多的多能工,使得工厂生产的操作更加熟练;可以提高对市场的反应速度,赢得抢占市场的先机。生产均衡化还可以减少企业的库存,缩短每个产品的制造周期。
1.零部件的使用量安定化
生产均衡化可以使零部件的使用量安定化。在传统的生产方式下,生产有时候过于繁忙而有时候又非常空闲,工厂对零部件的使用量不是安定化的,而是不断跳动的。通过生产的均衡化,让每一个循环内产品的类别和数量都一样,组装线上的零部件种类和数量也一样。这样一来,生产部门向零部件仓库领取的类别和数量一定,最后向供应商指定交货的类别和数量自然也是稳定的。
2.负荷安定化
生产的均衡化可以使生产线中各道工序所承担的负荷安定化,从而避免负荷的大起大落。由于各个生产阶段所需求的产品种类和数量都是一定的,必然使各道工序以及供应商的生产负荷安定化,对人力资源和机器设备的使用也能更为科学、合理和高效率。
3.库存减少
采用均衡化的生产,可以同时生产出多个品种、数量都合适的产品,这样不但可以减少很多道工序间的在制品库存,还可以每天向市场持续供应多个种类的产品,满足市场的需求,从而尽可能的做到成品的零库存。因此,生产均衡化是一种追求零库存,最大限度降低生产成本的生产方式。
4.应对市场变化的能力提高
由于市场需求瞬息万变的特点,对于企业生产最为重要的是针对市场变化的应对能力。如果采用均衡化、小批量的生产,企业就能够提高对市场的适应性,随时根据市场需求的变化幅度调整生产,这样就降低了产品的生产周期。只要接到订单,就根据订单安排生产,生产计划随时都可以发生变化,一般都是以“生产多少,运走多少”为衡量的标准。
生产均衡化在企业里的运用
传统的生产理念认为,小批量生产的成本必然增高,采用机械化和自动化的手段实行大批量生产就可以降低成本。实际上,大批量生产忽略了仓储的成本,因而其总成本并不一定是最低的。因此,企业要做到生产均衡化,首先需要改变自身的传统观念。
准确地说,生产均衡化适用于所有的企业,只是适用程度有所差别而已。对于少数传统的、品种很少、生产批量很大的企业,生产均衡化的适用性很低。但是,当前市场发展的趋势是小订单、多品种和交货期缩短,因此,大部分的企业都需要均衡化的生产,根据市场需求的变化调整生产,不断提高应对市场变化的能力。
生产均衡化对生产排程的影响
1.传统的生产排程
在传统的生产排程中,通常是采用分段生产的方式,即生产完一种产品以后再去生产另外一种产品。如表6-1所示,按照先后次序生产X、Y、Z这三种产品。但是由于市场的变化,对X的需求并不急迫,而对Z的需求却很紧急,这时候再去生产Z已经来不及了。这样通常会导致X产品库存时间较长,而Z产品达半个月无货供应市场。
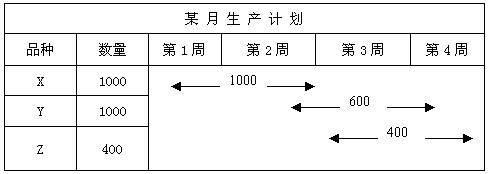
表 传统的生产排程
2.生产均衡化改进后的生产排程
为了解决传统生产安排所出现的问题,可以用生产均衡化来改进生产安排。如表6-2,每月工作日20天,如果减少批量,每天生产X产品50个,Y产品30个,Z产品20个。一个月20天重复20次,这样情况就会好得多。
对于顾客来讲,无论需要哪种产品,每天都可以得到,产品积压与短缺的情况将大大减少,企业内部资源的利用情况也将好得多。但是,月生产频率为20,作业切换时间为原生产安排(月生产频率为1)的20倍。要避免这种损失,就要设法减少每次作业切换时间。如果每次作业切换时间降为原来的1?20,则可以补偿这种损失。
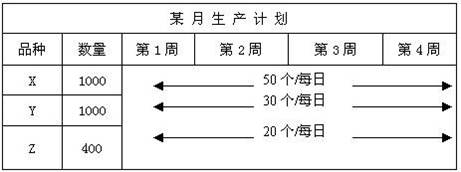
表 改进后生产排程
3.订单决定生产数量
在精益生产中,生产一个产品要花多少时间,不是由机器设备或作业者的作业速度决定的,而是由市场的订单数量来决定的。因此,在精益生产方式中不存在“生产一个产品要花多少时间”,而是“多长时间生产出一个产品”才好。
如果市场一天的需要量是100个,工作时间是480分钟,那么就应该使生产线每隔4.8分钟生产出一个产品,而不是连续生产得越多越快越好;如果市场需要量增加为一天200个,那么就应该每隔2.4分钟生产出一个产品。
反之,若需要量减少为一天50个,就应该每隔9.6分钟生产出一个产品。这就是及时生产的要求。